|
1. 激光毛化的基本原理与特点
(1)激光毛化基本原理
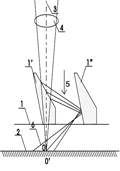
采用高能量密度、高重复频率的脉冲激光束聚焦照射到工件表面,形成微小熔池,同时用辅助气体吹除熔融金属,工件靠自身热传导作用迅速冷却,形成具有一定形貌的表面硬化微坑和坑边凸台结构。其基本原理图如下:
(2)激光毛化特点
1)表面的凹坑互不连通,有利于用冲压成形时储油和捕捉金属碎屑,防止冲压划伤,保证冲压零件表面光整,同时减少冲压用油量。
2)激光毛化的轧辊表面保留有较大的平坦光亮部份(最大可达60%),使轧制出的钢板的板面平坦度高,提高了带钢表面的光洁度和涂漆后的鲜映度。为用户增加了产品的竞争能力。
3)激光毛化钢板表面粗糙度均匀、排列方式(规则有序排列或无序排列)和形貌可控、重复性好、粗糙度调节范围大。可以根据用户需要做特殊设计,开发新品种,如印花板面等。
4)提高轧辊使用寿命,减少换辊量和轧辊消耗,提高轧机生产效率。比如:武汉钢铁公司采用激光毛化设备后轧辊使用寿命提高12.5%。
5)加工速度快。每根轧辊(φ600×1750mm)的加工时间在30-45分钟之内。作业消耗的费用低,作业介质安全。
6)保证轧辊磨削辊型不变,有利于轧机板形控制。
7)作业时无粉尘,废油等工业废料和噪声的排出。有利于环境保护,节省三废处理投资。
.jpg)
|
.jpg)
|
高功率CO2激光毛化形貌 |
电火花毛化形貌 |
2. 激光珩磨的基本原理与特点
(1)激光珩磨的基本原理
激光珩磨是采用高能脉冲激光束在零件表面刻蚀出宽度为10 ~ 50微米、深度为5~100 微米的微细小槽,以改善材料表面润滑特性的技术。激光刻蚀可以精确控制刻槽的深度和样式。在缸套内壁激光刻蚀微细槽,所刻蚀的细槽在摩擦副运动过程中起到储油和收集磨屑的作用,降低了的摩擦系数,从而大幅度提高摩擦副的使用寿命。激光刻蚀可用于高压环境下工作的各类重载零件,如高速、高压空气压缩机缸体内壁等。
(2)激光珩磨的特点
| 质量优势 |
技术特质 |
实际应用 |
| 1)精确控制刻槽的深宽度 |
宽度和深度可选择调整 |
高速、高压空压机汽缸 |
| 2)可选择最佳的刻蚀样式 |
提供更有效的减磨方法 |
发动机汽缸 |
| 3)刻蚀槽可储油和收集磨屑 |
刻蚀槽有双重作用 |
适宜高压重载零件减磨 |
| 4)不接触式激光珩磨 |
不需要砂条珩磨和油 |
适合现代工业的要求 |
3. 激光毛化加工设备
激光毛化加工设备采用了减振、吸振及安全保护系统,降低了运行的振动,提高了稳定性、可靠性和安全性,设备结构简单、实用;该激光毛化工艺先进,毛化点阵排列可调,并提高了轧辊表面硬度,毛化效果明显,轧辊使用寿命大幅提高。
(1) 配套设备
高功率激光器,配双温水冷机组
- 外光路导光、传输、聚焦系统
- 专用激光毛化成形加工装置
- 六轴五联动激光毛化主机床
- SINAMICS 840D数控系统
(2) 产品特点
机床采用卧式车床的总体布局形式。配备西门子840D系统,可进行X轴(横向)和Z轴(纵向)两轴联动。主轴设有编码器,可实现与X轴(横向)和Z轴(纵向)的关联传动,具备自动精密定位和监视系统,整机设计合理,性能先进,运行可靠。
- 优良的激光光源、先进可靠的光学系统、高精度伺服驱动三者有机结合并优化匹配参数,保证加工的高质量、高速度、高稳定;
- 精心设计的传动装置及机床结构,具减震、减摩能力,保证设备运行效率、全自动化,并且安全环保;
- 具有先进的位置传感器,可自动定位,整机操作简便,故障率低;
- 主要技术指标达到国际先进水平。
(3) 主要技术参数
| 需要电功率 |
105KW |
设备总重量 |
27000KG |
轧辊最大长度 |
4500mm |
轧辊最大直径 |
600mm |
轧辊最小直径 |
300mm |
毛化最大长度 |
2200mm |
轧辊最大重量 |
7000KG |
毛化粗糙度Rm |
0.6~8μm可调 |
粗糙度均匀性 |
±4% |
毛化点密度 |
(2×2)~(5×5)点/mm2(可调) |
毛化点直径 |
120-350μm可调 |
毛化时间 |
20~50分钟/支 |
凸台高度: |
2~10µm可调 |
最大顶尖距离 |
4800mm |
机床的外型尺寸(长×宽×高)单位:mm |
9670×3080×2610 |
4. 激光毛化加工设备的典型应用
由于激光毛化能有序排列毛化表面形貌,大范围调整粗糙度值及密度值,重复性好、涂镀性好、储油性好,所以日本、法国、德国和美国一些大型企业开始广泛应用激光毛化技术。其主要应用于轧辊的毛化,主要分为以下几类:
1) 用于平整机的工作辊。
使钢板(带钢)表面最终形成满足用户对粗糙度值、密度值以及其它特殊表面构造和形貌的要求。有利于钢板(带钢)在再成形过程中的延伸冲压效果,减少冲压件表面划伤,保证冲压件均匀变形,减少模具受力及损耗。可根据用户的需要,生产出各种汽车用板、家电用板、轻工用板、防伪板、造币板、异面织构板、特制花纹板、激光乌泽板(Laser Matte Steel)等。
2) 用于带钢在各种涂层或涂层工艺之前的表面毛化处理。
增加涂(镀)层物结合牢固度,减少涂(镀)层消耗,有效提高涂(镀)层表面光洁度及反光鲜映度(DOI)值。可根据用户需要,生产出光亮板,激光镜面板等。
3) 用于冷轧机的工作辊。
有利于带钢咬入、纠偏、边浪控制,稳定轧制及板型控制。
4) 用于冷连轧机组最后机架的工作辊或单机架轧机热处理前的板面毛化处理。

第一代激光毛化设备在武钢现场
1995年,研制成功我国第一台大功率激光毛化设备,并于1997年在武钢冷轧厂投入使用。

在昆钢的第二代激光毛化设备
2002年,第二代激光毛化设备在昆钢进入试运行,2003年2月一次通过验收,并投入大批量生产。

济钢现场的第三代激光毛化设备
.jpg)
|

|
正在毛化的轧辊 |
激光毛化汽车板 |

|
正在进行加工的激光毛化设备 |
5. 激光珩磨的典型应用

|

|
|
柴油机缸套激光珩磨现场
|
|